Заваривање цеви електрофузије
Полагање цевовода или главног канализационог система не може се извршити једним дијелом материјала. До данас су развијене многе методе помоћу којих се врши повезивање појединачних сегмената. Најнапреднији је заваривање електрофузионе цеви.
Шта је то
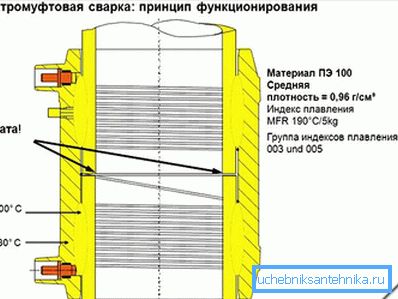
Суштина методе лежи у чињеници да спојни прикључак има електричну спиралу у њему. Може бити потпуно отворен, делимично закопан или скривен. Грејни елемент има два излазна контакта на које је прикључен апарат за заваривање. Наведена вредност напона се испоручује у одређеном временском периоду. Унутрашњи део конектора и уметнут део кабине под дејством температуре постаје течност. Спољашњи зид се не загрије до те мере и задржава његову еластичност, због чега се супстанца помера надоле, због чега се формира монолитна структура.

Спојнице су израђене од три врсте пластике: полиетилена, полипропилена, полибутена. За постављање гасних линија обично се користи само прва опција.
Савјет! Означавање се примењује на фитинге, који обавештавају оператора о томе који напон и за који период се примењује. Такође означава време хлађења готовог споја. Осим тога, дизајн обезбеђује посебне индикаторе који сигнализирају завршени процес.
Предности

Ова технолошка метода има пуно позитивних аспеката:
- Током заваривања, унутрашњи пречник цеви се не смањује. То значи да се може користити не само у случајевима када систем има притисну главу са константним притиском. Одводни и олујни системи нису изузетак.
- Захваљујући добро осмишљеној инструменталној бази, људски фактор се своди на минимум у обављању свих потребних операција.
- Овај метод је прихватљивији ако морате да држите два цеви великог пречника.
- Електрофузионо заваривање ће бити неопходно када је потребна поправка главне линије, и није могуће заменити цеви у хоризонталној равни.
- Препрека за артикулацију неће такође бити случај када се оба или једна од цијеви ојачају са ојачавањем укључивања. Када заваривање заваривања нема гаранције за такву снагу шавова.
- Цијеви из шивеног полиетилена се обично повезују механички. ЗН заваривање пружа прилику да утиче на молекуларне везе, пружајући висококвалитетни шав.
- Монтажа цевовода са мноштвом славина може се изводити директно на локацији, без потребе за претходним прикључењем и уградњом већ завршене конструкције.
- Штеди електричну енергију у поређењу са другим врстама.
- Предност производа за заваривање различитих врста полиетилена, као и различитих пречника.
Тоолкит

Да би цео процес прошао глатко, потребно је имати одређени алат:
- Апарат за заваривање. За ову врсту заваривања развијена је јединствена јединица. Заснована је на полупроводничкој технологији, тако да троши редослијед мање електричне енергије од својих других колега. Обично за такве уређаје су назначени максимални и минимални заварени пречници. Постоји баркодни скенер који аутоматски уноси податке о одређеном типу везе, то се може учинити и ручно. Подаци о сваком преношеном споју чувају се у меморији тако да оператер или контролна група могу добити информације. Можда имате уграђени серијски или УСБ прикључак, можете повезати флеш диск са другим за пренос подешавања или података. На предњој плочи обично се приказује екран који приказује тренутна подешавања. У комплету са неким јединицама су савети различитих секција.
- Позиционер Мали метални елемент у облику траке која има неколико клипова. Овај алат вам омогућава постављање цеви у истој равни за заваривање. Намењена је и исправљању овалости. У ове сврхе се такође може користити посебна стезаљка.
- Труборез. Обично користите диск. Он је онај који омогућује извођење једнаког реза, што је услов.
- Стругач Мала ручка са ножем. Такође може бити и са неколико модула. Један од њих је постављен у цев, друга, на којој се налази резна глава, повезана и уклања горњи слој током ротације. Ова процедура је неопходна да се не створи груба површина, већ да се уклони оксидовани део млазнице.
- Роулетте или владар.
- Чистач. Неопходно је уклонити прљавштину и маст. Требало би га користити посебно за одређену врсту цијеви. Немојте користити обичан алкохол или ацетон.
- Маркер. Водонепропусна бела или светла боја се користи за примјену не само ознака, већ и неких података уместо шиљака.
Савјет! За умиваоник се користи и специјална бушилица, као и шестерокутни кључ и одвијач за стезаљке.
Скупштина

Спике процес није сложен, али захтева одређену тачност, пажњу и истрајност.
- Уколико постоји време пре рада, препоручује се да се цев исправи у року од 24 сата, одмотавши га из залива, што ће помоћи да делимично исправите овалитет.
- Прва ствар која треба да уради је да обришете ивицу цеви. За ове сврхе је могуће, али не и пожељно, да користите лежиште. Задњица је груба. Користите резач цеви за диск, обезбедиће исправну равнину.
- Следи ознака. Неопходно је примијенити линију на коју ће се носити носити. Од ње направити маргину од још 1 до 2 цм и означити.
- Коришћењем стругача или механичког оксидног средства уклоните горњи слој. За цеви чији пречник не прелази 63 мм, то је 0,1 мм. Ако је спољни пречник већи, онда је потребно уклонити 0,2 мм.
- Сада цев се третира растварачем и постави у позиционер. Мора бити добро утврђена и исправна овалност. Причвршћивање не сме бити подложно стресу прелома. Позиционер га мора надокнадити.
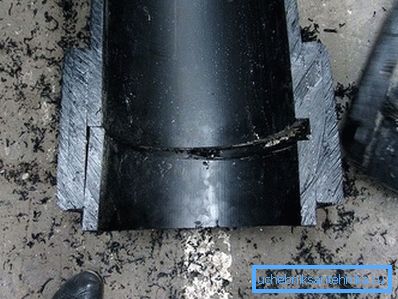
- Спојница се ставља (такође мора бити третирана решењем изнутра). Ако је пречник цеви јако велик, онда се спојница истеза до његове пуне величине. Друга грана цијеви се доводи и монтажа се сруши до половине његове дубине. Хипотекарни хеликс мора бити у цијелом простору цијеви како би се осигурало правилно легирање.
- Након повезивања две цеви, апарат за заваривање је повезан. Потребни параметри читају скенер или уносе ручно. Процес почиње. Важно је запамтити да време хлађења укључује и комплетан циклус. Ако је клип уклоњен пре времена, стисак ће бити прекинут.
- Када су сви задаци завршени, време и датум, као и оператер, стављају се на везу.
- Уградња седла има сличан алгоритам. Чишћење се врши на месту уградње, али не око читавог обима, већ само на површини адхезије, која ће бити блокирана спиралом. Након скидања, седло се ставља и чврсто стегне. Заваривање се врши. Даље, помоћу додатног алата се врши резање. Уз помоћ утикача технолошки отвор је затворен и етикета се наноси.
Савјет! Да бисте уклонили оксид, немојте користити штипаљке или неприкладне прскалице. Једноставно ћете гребети површину, али нећете постићи жељени резултат.
Типичне грешке
У неким случајевима веза је смањена. Ово се може открити већ након завршетка комплетне инсталације. Ово се дешава из следећих разлога:
- Оператор није надокнадио овалност. То може довести до тога да стаљена пластика не попуњава читав простор.
- Стругање није учињено са стругачем. Резултат ће бити да спајање и цев не формирају монолитно лемљење.
- Цев је била под углом за уградњу. Последица ће бити цурење течне пластике.
- Монтажа није била у потпуности уграђена. Хипотекарна хеликса неће натопити довољно зглобне површине.
- Није извршено одмашћивање или након додира до места чишћења. Веза неће бити чврста.
За прикључење ХДПЕ цијеви ова упутства су такођер примјењива. Овај метод је много бољи од употребе фитинга са механичком стезаљком која не може пружити савршену затегнутост.
Видео
Испоручени видео материјали показују технолошки процес заваривања електрофузионог цевовода: